BIOCULTIVA PROYECT
PROJECT: RESEARCH AND DEVELOPMENT OF SUSTAINABLE BIOSTIMULANTS FROM ORGANIC BY-PRODUCTS FOR RESILIENT CROPS AND SOIL REGENERATION
| WHAT IF ORGANIC BY-PRODUCTS COULD BE TURNED INTO SOLUTIONS FOR A MORE RESILIENT AGRICULTURE? |  |
This is the starting point of BIOCULTIVA, a project in which we at GESTORA DE SUBPRODUCTOS DE GALICIA, S.L. are participating. BIOCULTIVA investigates new sustainable biostimulants with the potential to help crops better cope with stress, strengthen their resistance to fungi, and contribute to soil regeneration.
We will present the project at Galicia Biodays 2026 together with our partners.
📅 Jueves 7 | 13:30 h
📌 Auditorio Mar de Vigo
BIOCULTIVA is funded by the Galician Innovation Agency (GAIN) within the framework of the NEXOS 2025 program, co-financed by European Funds (FEDER).
Una iniciativa colaborativa para impulsar la bioeconomía circular y la innovación agrobiotecnológica en Galicia.
See you at Galicia Biodays!
#BIOCULTIVA #GALICIABIODAYS #INNOVACIÓN #BIOECONOMÍA #SOSTENIBILIDAD #AGROBIOTECNOLOGÍA
The entities Gestora de Subproductos de Galicia, S.L., Orixe Salgada, S.L., Néboda Farms, S.L., Kiwi Atlántico, S.A. and Bodegas Terras Gauda, S.A. have been beneficiaries of aid granted within the framework of the Nexos 2025 call of the Axencia Galega de Innovación (GAIN) for the execution of the collaborative R&D&I project BIOCULTIVA, co-financed by the Xunta de Galicia and the European Regional Development Fund (ERDF) within the framework of the Galicia FEDER 2021 2027 Program.
The BIOCULTIVA project aims to investigate, develop and validate sustainable and innovative biostimulants, obtained through the valorization of organic by-products of animal and plant origin, in order to improve the resilience of crops against fungal pathogens and promote the regeneration and health of soils, contributing to a more sustainable agriculture aligned with the principles of circular economy.
Following the recent receipt of the grant award resolution, the project is in its initial execution phase, with the first actions of consortium coordination, technical planning and selection of raw materials and validation environments having been launched, which will allow the progressive development of the research, development and validation activities planned in BIOCULTIVA.
For more information about the project, please follow this link: BIOCULTIVA
Public funding
 |
 |
 |
EMPRESA CIBERSEGURA 2025
MEJORAS TECNOLÓGICAS EN INDUSTRIA DE TRANSFORMACIÓN DE SUBPRODUCTOS CÁRNICOS

GEMA PROJECT: MOBILITY MANAGEMENT
The GEMA project (acronym for GEstión de la MovilidAd), is funded by the Galician Innovation Axencia (GAIN) through the Conecta PEME program of which GESUGA is a part, together with CITIC and the companies Enxenio, Mayores and Taprega. This project began last March and will end in February 2022.
This initiative obtained financing of nearly 800,000 euros from GAIN (Galician Innovation Axencia) through the Conecta PEME program, whose objective is to foster cooperation between small and medium-sized companies and other agents of the regional innovation system through of support for R + D + i projects.
Public funding
This project, with file number IN852A 2018/14, was subsidized in the Conecta Peme 2018 call by the Galician Innovation Agency, with the support of the Ministry of Economy, Employment and Industry. Co-financed by European Union FEDER funds..

The project addresses four relevant and current research challenges in which it is intended to make contributions and develop technology that advances the state of the art today; who knows:
- Smart Planning.
- Semantic Labeling of Trajectories.
- Efficient Representation and Storage of Trajectories.
- Automated Software Development.
The scientific-technological advances that are intended to be made in these four research challenges constitute the 4 research or transversal objectives of the project.
The results of the first three research objectives will allow the creation of the different software modules that would need an advanced Mobile Worker Management (GTM) application to enable the planning, monitoring and storage and operation of the daily work of each mobile worker. Thus, with these modules, three prototypes of GTM applications will be implemented, each adapted to the needs of one of the three not TIC (INFORMATION AND COMMUNICATIONS TECHNOLOGIES) companies in the consortium. These three prototypes, which will have a common software architecture, constitute the 3 technological or vertical objectives of the project and will serve to test and validate the technologies resulting from the first three research challenges.
On the other hand, its software modules, properly encapsulated, will be used to create a fourth prototype for the consortium’s TIC company, but instead of being a GTM application, it will be a tool for generating GTM applications, which we will call HGAGTM and which constitutes the ultimate goal of the project. The creation of HGAGTM will not only require the previously created components, the result of the first three research challenges, and tested through their use in the three prototypes of GTM applications, but will also obviously need to address the fourth research challenge.
Participating Entities
Four companies participate in the GEMA project, GESUGA S.L., TAPREGA S.L., MAYORES S.L. and ENXENIO S.L. and the TIC Technology Center (CITIC) of the University of A Coruña.
CITIC, subcontracted by the four participating companies, is responsible for all research work and directs development tasks. More information on the four companies in the consortium and on the work of CITIC for this project can be found on the corresponding websites:
- A0 Mayores Servicios Sociales, S.L.
- Taprega Prevención de Riesgos, S.L.
- GESUGA S.L. (https://www.gesuga.com/en/company/empresa-responsable-rsc/project-idi-giro/GEMA)
- Centro Tecnológico de la Universidade da Coruña (CITIC).
Project results
As already indicated, the research work was to result in 3 prototypes of mobile worker management applications for each of the three non-technology companies in the consortium. Those prototypes constituted the technological objectives of the project.
The general research results are described on the CITIC website, as the researchers at that center were responsible for them. Similarly, the website of each company describes the prototype made for it. Therefore, here we only describe the work done by and for GESUGA.
It should be noted that the pandemic with confinement first and contact restrictions after which led the IT staff to telecommute, have hampered the development of the work, but even despite these delays we have achieved all project objectives and have developed all applications until its current prototype phase which after a process of field testing and consequent adjustments will be fully functional in the future. The main achievements are:
1. Results in intelligent trajectory planning.
CITIC researchers have explored the use of different route planning algorithms by comparing their results and optimizing their execution parameters in order to fine-tune an optimal and appropriate route planning tool to our needs.
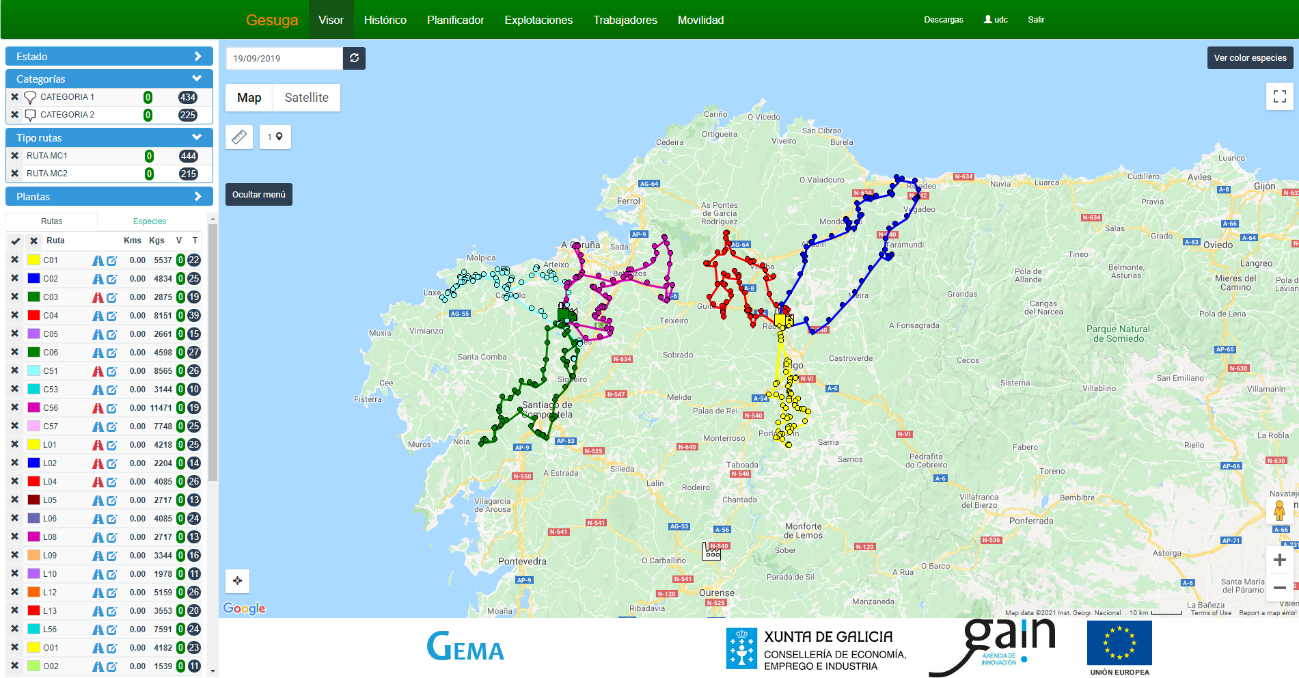
To test and compare the different algorithms and compare them with our current manual planning, a “simulator” was designed and implemented that allows you to track the result of each algorithm by running a one-week route planning simulation. The simulator receives one-week alerts simulating the time (hour) at which each alert is received. The simulator does the daily planning statically with the alerts received up to the time of generation of the daily planning plus the pending animals from previous days. Then, for the alerts received throughout the day the simulator makes a dynamic modification of the previous static schedule to include those alerts in the routes already planned.
To ensure that trucks have capacity to include these new daily collection requests (notices of collections in livestock farms), the initial static planning for each day is calculated by including non-actual “theoretical” collection requests, which correspond to points with high usual concentration of collection requests. These points with a high concentration of collection requests, will be modified according to the passage of time, automatically following the reality of the concentration of collection requests in the different areas of Galicia.
Now that we have the simulator, it will be possible to compare the number of kilometers and animals collected in any past week with the kilometers we would have traveled using automatic planning with different parameters.
2. Results in automatic detection of activities using a mobile application
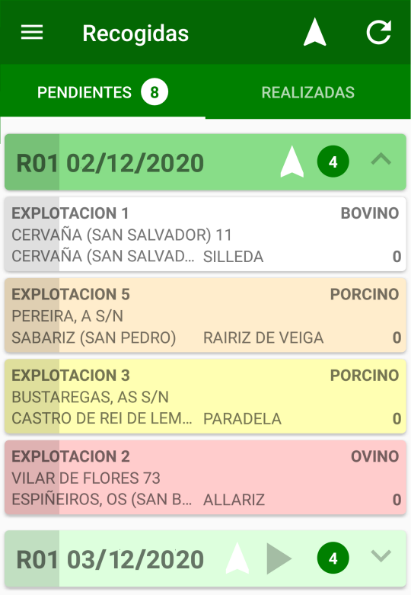
On the one hand in GESUGA has developed an advanced android application that serves as an agenda of work to be done by each driver. In that application the driver receives the collection requests to be collected. That application is fully integrated into daily work.
On the other hand CITIC has developed a mobile application to detect the type of movement that makes the smartphone. That app uses an automatic sorting algorithm, which analyzes the cell phone’s sensors (accelerometer, and GPS) and deduces the type of motion it makes. We consider four types of movement: driving, walking, standing, and idling. In addition, this application sends the GPS positions of the device, which allows you to not only know the position of each truck in real time but also use that data for analysis and detection of the activity being performed. That is to say, the information of the GPS but the one of the type of movement already detected in the own mobile, are the entrance to an algorithm that crosses a decision tree that allows to finally associate to each moment of the trajectory of a truck one of the following activity labels:
- Smooth driving on a planned route
- Slow driving on a planned route
- Smooth driving off planned route
- Slow driving off the planned route
- Driving rest
- Unidentified short stop (less than 15 minutes)
- Collection of the order
- Work at GESUGA facilities
- Unidentified activity
- No activity
This application is currently in the field test phase in some trucks before being installed on mobile phones that all drivers use to receive the collection requests.
3. Efficient representation and storage of trajectories
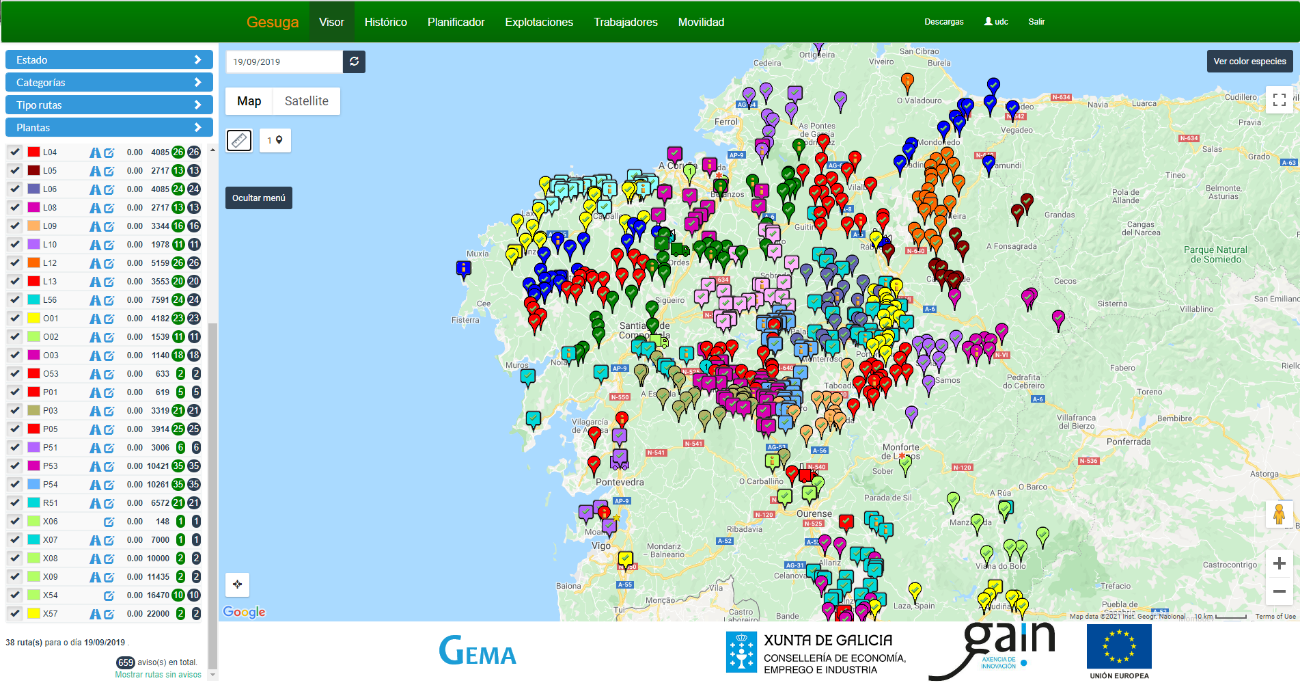
We have designed and implemented an application that accesses the historical information of the trajectories of all trucks at any date in the past and facilitates the exploitation of information about the routes performed and the activities and time spent on each of them.
That fully functional application is a prototype that currently uses a PostGis spatial database for efficient storage of trajectory history. However CITIC researchers are designing a compact data structure that will make it easier to store all the routes and activities done by each driver at each instant in a compressed way so that it will be possible to store all that information in much less space in the future. That structure is already implemented and is being evaluated experimentally before using it to replace the current spatial database.
Once the mobile application has been tested and adjusted as indicated by field testing and the compact data structure has replaced the spatial route database, we will include the historical route exploitation and activity interface in our application.
Results of the dissemination of the project
https://codigocero.com/O-CITIC-presenta-o-proxecto-GEMA-ante-o-tecido-innovador-galego
https://codigocero.com/Presentase-no-CITIC-o-proxecto-GEMA-financiado-por-GAIN-a-traves-de-Conecta
Presentation of project results
The results of proyect were presented at two dissemination events held at CITIC:
1) Results disclosure session:
– Announcement: https://citic.udc.es/gl/divulgacion-de-resultados-do-proxecto-gema/
– Vídeo of the session: https://www.youtube.com/watch?v=TKyqF33DSJU&t=2s
2) Technical session of results
– Announcement: https://citic.udc.es/gl/sesion-academica-de-presentacion-de-resultados-do-proxecto-gema/
– Video of the session: https://youtu.be/JQ3E6IXLdtE?t=5839
GASIFICACIÓN H.C.H. C.1
PROJECT: INSTALLATION OF COINCINERATION (GASIFICATION PLANT + COMBUSTION) OF CATEGORY 1 MEAT AND BONE MEAL, FOR THE USE OF SYNGAS IN CURRENT THERMOXIDORS
PUBLIC GRANT
This Project, with file number C-20-PDR-18, has been subsidized by announcement investments in transformation and commercialization of agricultural products for the period 2014-2020, co-financed by the European Agricultural Fund for Rural Development (EAFRD).
PUBLIC AID: 30% (696.951,39€)
OBJECT OF THE PROJECT
Use of a category 1 by-product through the co-incineration of category 1 meat meals, with the sole objective of using the meals for energy as fuel, obtained in the process, to introduce, in the current THERMOXIDORS, the syngas obtained by meals gasification, through which the heat is used in the recovery boilers installed to generate the steam required by the current category 1 and 2 transformation plants.
This facility is expected to drop 6,000 tons of CO2 per year.
There are four phases:
- The first phase that stands out is the drying phase, by means of which part of the moisture in the fuel is evacuated to reach the ignition temperature.
- The second phase is pyrolysis, an endothermic thermochemical process by which fuel decomposes into a series of compounds depending on the reactor temperature and oxygen concentrations. In this phase three products are obtained, a gas, a liquid and a solid residue, the latter being assimilable to charcoal.
In these circumstances, the gases obtained are mainly composed of CO, CO2, H2 and CH4 and other longer chain hydrocarbons, a mixture known as synthesis gas (or Syngas).
- In updraft reactors, the third stage is reduction, where the carbonaceous residue reacts with the water steam produced in the first stage, with carbon dioxide and hydrogen, and the gases react with each other to produce the mixture of final gas.
- The fourth stage is the oxidation of the heavier fraction (carbonaceous) of the fuel when it comes into contact with the gasifying agent (air, oxygen, or water steam). In this stage, a series of fundamentally exothermic oxidation reactions take place, through which the necessary heat is generated for the process to be maintained.
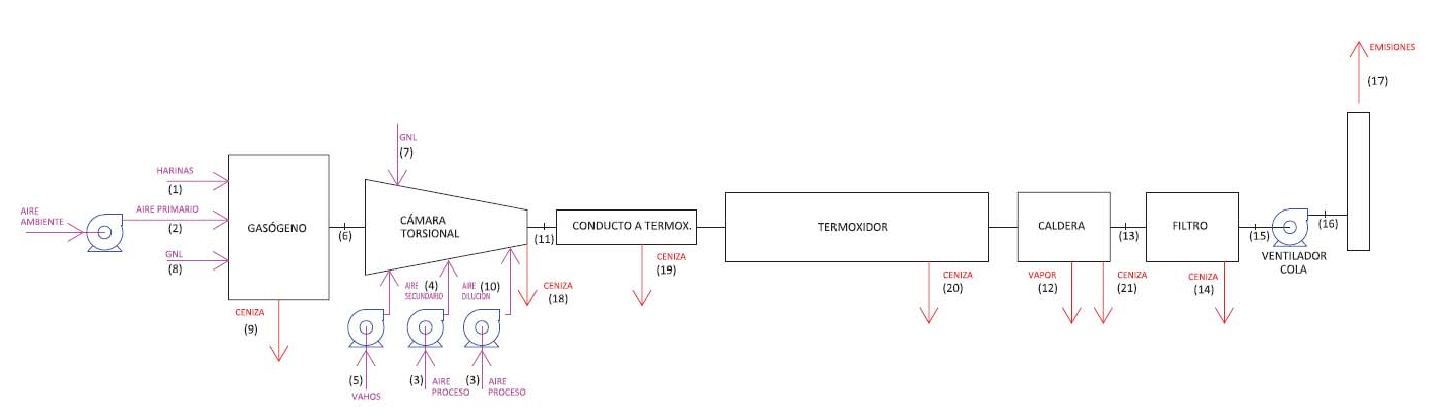
The gasification plant has a UPDRAFT type gasifier. In an updraft gasifier type, the meat meals are fed through the upper part of the gasifier, while the air come through the lower part. The gas produced flows upwards, in the opposite direction to the fuel, come out the upper part of the gasifier.
In this type of gasifiers, there is a clear differentiation of each of the phases of the process, indicated above.
The resulting gas comes out at a low temperature from the top of the gasifier. The ash is dropped, with the solids, in the opposite direction to the gas flow and is removed by the lower part of the gasifier.
With this new operation through the gasification and combustion system in the torsional chamber, the hot gases (850ºC) due to combustion are sent, indistinctly, to Thermoxidor 1 or Thermoxidor 2, already existing in the current facilities, taking advantage of the heat in the adjacent boilers.
The exhaust gases are directed towards the purification system before being expelled to the atmosphere.
Category 1 meat meals will be transported from the plant’s current storage hopper to a dosing bin located in the upper part of the gasifier. The transport of the meat meals will be carried out by chain conveyors (redler).
The gasifier will allow the treatment of a maximum flow of 1,945kg / h of type 1 meat meals, with a total of 8,200Tn per year.
The syngas produced in the gasifier will be directed through the top of the gasifier, up to the torsional chamber.
The torsional chamber is a combustion chamber composed of a metal seal and a cylindrical refractory body. It has three air fans: one for supplying primary combustion air; another for the supply of secondary air and a third for the dilution air, which will allow the control of the temperature of the combustion gases that will go to the thermoxidors, so that it remains within the ranges required for their operation. (> 850 ° C).
The gas treatment system has a bag filter for the elimination of solid particles and a reactor in which sodium bicarbonate and activated carbon are injected to eliminate acid gases, dioxins and furans, before to be sent to the atmosphere.
PROCESS FLOW CHART
LINKS

GIRO: GENERATION, MANAGEMENT AND ROUTES INTEGRATION IN OLAP
The GIRO project has as its aim to investigate and develop technology in order to create innovative prototypes which provide support to different logistics processes, the generation of routes and timetables, as well as the modelling of data observed and their exploitation in an OLAP environment to support the taking of business decisions.
Public funding
This Project, with file No. ITC-20151247, It has been funded by the Centro para o Desenvolvento Tecnolóxico Industrial (CDTI) within the summons FEDER INNTERCONECTA 2015.

The six companies taking part in this consortium, although they dedicate themselves to different branches of activity, have to face complex logistics problems in their processes. For that, they need applications of Mobile Workforce Management (MwM) but they also need help organizing the routes of their operators and providing them with support tools for their activities. What is more, all data gathered by the workers should be exploited at the Data Warehouse of the company where all movements carried out by their operators should be introduced so as to be able to consider future improvements. Finally, they need to publish part of the data of their data bases to inform administrations, customers and other organizations.
The state of the art does not provide solutions for those complex requirements. So these companies, via this project, will make a joint subcontracting of a CITIC multidisciplinary team (computering technicians and mathematicians) so that they carry out research, analysis and innovative design works, and guide their programmers in the developing of experimental prototypes of the applications they need.
So this project has six general vertical goals, which are the creation of the experimental prototypes of the six applications of support to the management and logistics of each company. Those prototypes, although different, will have a common modular architecture. The idea is that the applications developed from them not only give support to the companies of the consortium but also may be commercialized to other companies of the same branches of activity as they will cover a vacant space in the market.
Besides that, the project has five transversal specific technological aims which articulate the five work packages with the tasks pointed to carry out the research, the analysis and the programmation and testing of all the software modules of the six prototypes.
Project development
The project has a duration of 27 months (from 1st October 2015 till 31st December 2017) and is organized in five work packages, one for each specific technological aim. Within each work package there are Research and/or Analysis and Innovative Design tasks common to the six prototypes which will be carried out by the CITIC researchers in collaboration with the personnel of the six companies for the analysis of the requirements.
- Innovative development of specific prototypes of Mobile Workforce Management (MwM) adapted to each company and integrated in its own software ecosystem.
- Algorithmic research for the calculation of routes/timetables with time/space restrictions and dynamic adaptation to supervenient contingencies, with self-regulation by automatic learning.
- Research, designing and developing of algorithms for the recognition of movement patterns and geolocation, for their Semantic Labelling as recognized “activities”.
- Modelling of the observed “activities” for their integration into a multidimensional data base and development of specific algorithms for their OLAP exploitation.
- Investigation in compressed and self-indexed structures for the efficient exploitation of data under the standard RDF Data Cube and modelling of data according to the mentioned standard for their interoperability, publication and/or partial diffusion.
Venturers
In the GIRO project six companies, and a technological centre under subcontracting, that collaborates with them, take part:
- Gestora de subproductos de Galicia, S.L.
- Biogas Fuel Cell, S.A.
- Grupo On Seguridad, S.L.
- A0 Mayores Servicios Sociales, S.L.
- Mugatra Sociedad de Prevención, S.L.
- Taprega Prevención de Riesgos, S.L.
- Centro Tecnológico de la Universidade da Coruña (CITIC)